

减水剂含固量快速检测方法
发布时间:
2022-08-21 08:47
来源:
折射率法测聚羧酸减水剂含固量
含固量是液体外加剂重要的匀质性指标,对外加剂质量稳定性具有重要影响。准确快速对其进行测定,有利于外加剂的生产控制。国标规定,混凝土外加剂含固量用重量法测定。重量法检测时间长,操作繁琐,作为型式检测比较可取,但不太适用于生产规模大、样品批次较多的厂家进行生产控制。
折射率是透明材料的重要光学参数。在一定的温度下,溶液不同的含固量对应着不同的折射率。因此,可通过测定折射率来间接测定溶液的含固量。如能用于分析液体减水剂的含固量,可提高检测效率,降低分析成本,非常适合生产控制。
糖量计是一种根据光的折射原理来测量折射率的仪器。其工作原理是在刻度尺的不同位置显示蔗糖的不同含量或其溶液的折射率,已广泛应用于石油、油脂、制药、造漆、食品、日用化学、制糖和地质勘察等行业。但用于测定混凝土外加剂含固量,国内外还鲜有报道。
温度下,溶液不同的含固量对应着不同的折射率。因此,可通过测定折射率来间接测定溶液的含固量。如能用于分析液体减水剂的含固量,可提高检测效率,降低分析成本,非常适合生产控制。
糖量计是一种根据光的折射原理来测量折射率的仪器。其工作原理是在刻度尺的不同位置显示蔗糖的不同含量或其溶液的折射率,已广泛应用于石油、油脂、制药、造漆、食品、日用化学、制糖和地质勘察等行业。但用于测定混凝土外加剂含固量,国内外还鲜有报道。
目前,主要有阿贝折射仪、手持糖量计和台式糖量计(数显)等3种糖量计。该文在分析比较了上述几种糖量计的利弊后选定阿贝折射仪,通过大量的试验,对折光率法快测聚羧酸系减水剂含固量进行了研究。
1.实 验
1.1试剂与仪器
酯类和醚类聚羧酸系减水剂母液(分别简称 PC和 PE),均为本公司生产;蒸馏水(自制);2W 双筒分度式阿贝折射仪,上海上光新光学科技有限公司,精度0.001;超级恒温水浴,巩义予华仪器有限公司,0~100℃;烘箱,鼓风电热恒温干燥箱,温度<200 ℃;分析天平,感量0.0001g。
1.2 实验方法
1.2.1 重量法测含固量
依文献方法进行,每个样品测量三次,取平均值。
1.2.2测折射率
连接超级恒温水浴和阿贝折射仪,开启恒温水浴,折射仪温度升到设定温度后至少稳定20min,即可对仪器进行校正,随后进样读数确定样品的折射率。每次读数后用无水乙醇将棱镜表面擦洗干净并擦干,以免污染或稀释进样。每个样品测三次,取平均值。
1.2.3折射率法测含固量
先按一定的含固量梯度配制一系列聚羧酸系减水剂标准样品,用 重 量 法 标 定 出 样 品 的 浓 度,再 测 出20 ℃下各样品的平均折射率。根据测得的数据拟合含固量与折射率的关系式。再以得出的关系式为依据,通过测定样品的折射率来计算其含固量。
2.结果与讨论
2.1温度对折射率的影响
文献指出,透明材料的折光率与其温度相关。为确定合适的检测温度,分别测定了不同温度下两种聚羧酸系减水剂样品(PC和PE各10个)的折射率。每个样品平行测试三次,取平均值。以温度T 和折射率n作曲线。如图1和图2所示。
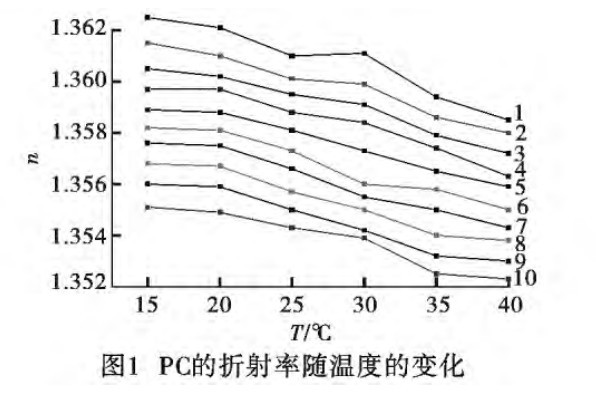
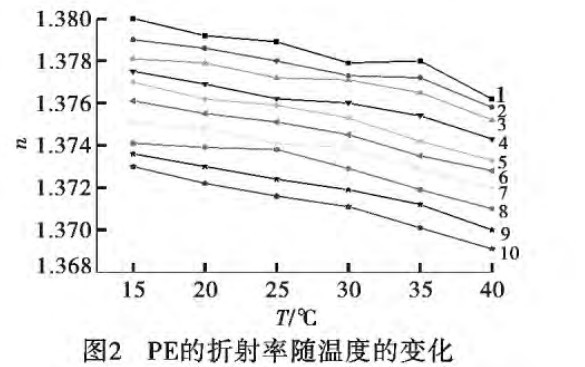
上图显示,折射率受温度影响较大。两种聚羧酸系减水剂样品的折射率随温度上升呈逐渐变小趋势。为了让恒温水浴的温度尽快稳定,后续试验选择常温(20℃)作为检测温度。
2.2含固量与折射率的关系
2.2.1拟合含固量与折射率关系式
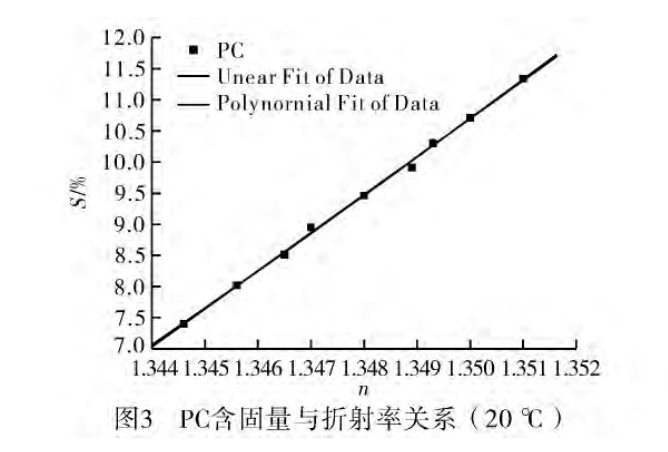
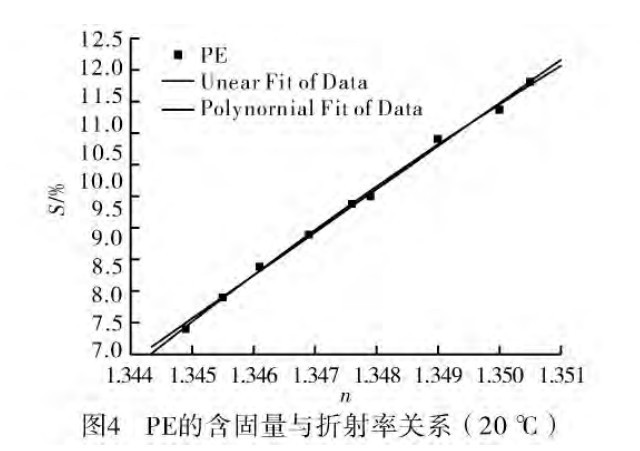
按一定的含固量梯度配制了 PC和 PE标准溶液样品各九个(含固量均为10±3%),测定常温下各样品的折射率,确定聚羧酸系减水剂母液的含固量与折射率的关系。图3和图4分别为常温时测得的 PC和 PE溶液的含固量与折射率的关系。对测得的数据分别进行线性及二次曲线拟合,得关系式 (1)~式 (4)。
PC溶液
S1 =611.2609n-814.50(R2 =0.993) (1)
S2 =3142.20221n2 -7858.78992n+4893.40(R2 =0.998) (2)
PE溶液
S1 =682.74625n-910.23(R2 =0.997) (3)
S2 =-12751.58004n2 +35054.26593n-24072.05(R2 =0.998) (4)
式中:S1为线性拟合得出的含固量,%;S2为二次曲线拟合得出的含固量,%;n为20 ℃的折射率,%。
2.2.2确定含固量与折射率关系式
为验证所得关系式的准确性,配制了 PC溶液(含固量14%~19%)和 PE 溶液(含固量25%~30%)各九组并测定了常温下的折射率,用式(1)~式(4)分别计算得出了各样品的含固量并绘制出趋势线,再用重量法标定出各样品实际含固量,如图5和图6所示。
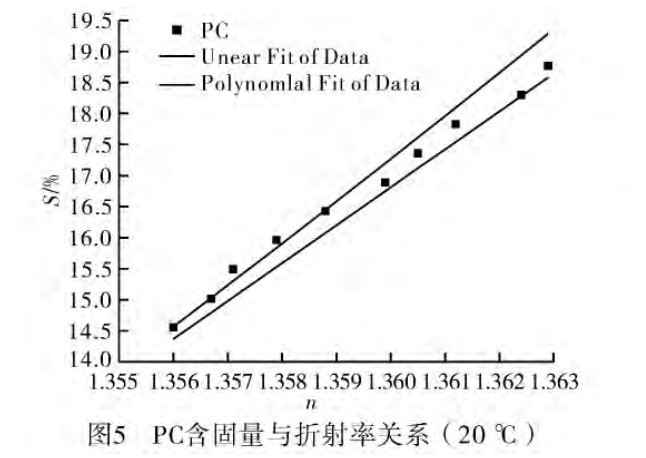
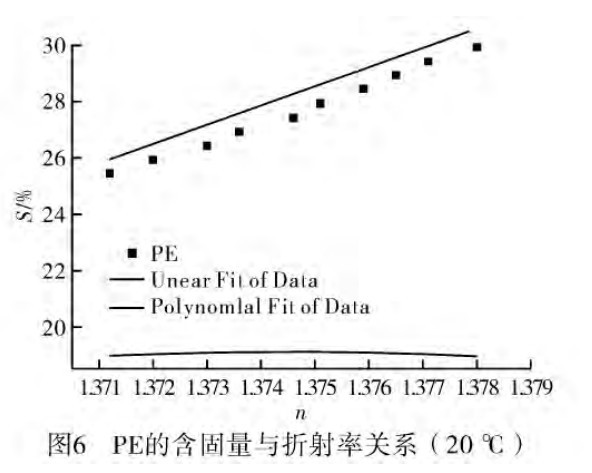
图5显示,所有的数据点均很好地分布在根据式(2)计算出来的趋势线两边,比根据式(1)计算趋势线符合得更好。图6显示,所有数据点和式(3)计算的趋势线较接近,但显著高于式(4)计算出的趋势线。造成这种偏差的原因主要是因为本次试验所配的 PC和 PE溶液的含量较高,远高于标准样品的含固量。
验证试验表明,PC的含固量与折射率更加符合二次曲线关系,而 PE 含固量与折射率呈线性关系。这可能是因为两种溶液的颜色深浅不同(PC呈红色而 PE为无色),导致两种不同类型的聚羧酸系减水剂的拟合关系不同。通过验证试验,最终确定两种溶液含固量与折射率的关系式分别为式(2)和 式(3)。
2.2.3误差分析
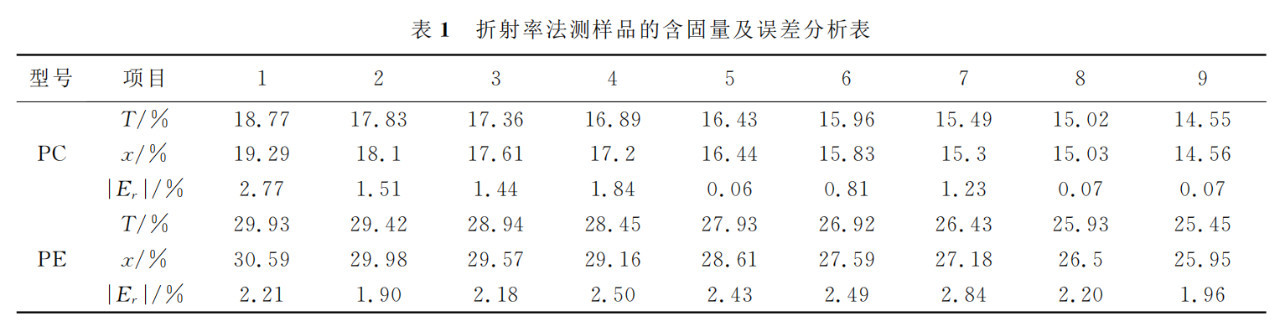
假定重量法测定的含固量为真值(T),根据式(2)和式(3)分别计算得出 PC和 PE溶液的测定值(x),按式(5)计算出各样品的相对误差绝对值(|Er|),结果如表1。表1显示,PC溶液的|Er|max=2.77%,|Er|min=0.06%;PE溶 液 的|Er|max=2.84%,|Er|min=1.90%。
|Er|=|(x-T)/T|×100% (5)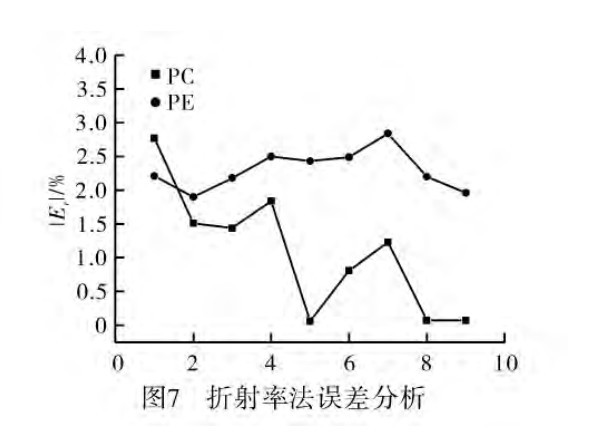
根据表1中各样品的|Er|作图7。从图中可以看出,PC溶液的|Er|偏小但较分散,PE溶液则正好相反。这可能是两者的颜色及浓度的差异造 成 的。PC溶 液 颜 色 较 深,对 折 射 率 的 影 响 较 大,导致|Er|较分散;PE溶液浓度高且粘度大,影响了折射率测试结果的准确性。为降低颜色和浓度对折射率测定结果准确性的影响,减少试验误差,在生产应用中将溶液先稀释后再进行测定。
3.生产应用
为防止生产样品的颜色和浓度过高影响测定值的准确性,先用 蒸 馏 水 将 样 品 稀 释 到 含 固 量 约 为10%(与标准样品含固量范围一致),测定稀释后样品20℃的折射率,按式(2)和式(3)计算出稀释后的含固量,再乘以稀释倍数即得到样品的测定值(x),按式(5)计算出各生产样的|Er|,如表2所示。其中,PC 的|Er|max=0.65%,|Er|min=0;PE的|Er|max=2.63%,|Er|min=0.20%。
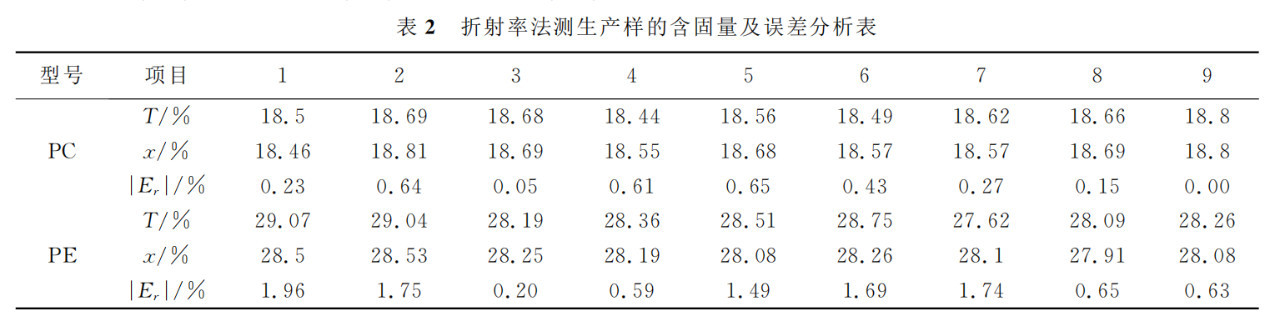
表2 折射率法测生产样的含固量及误差分析表
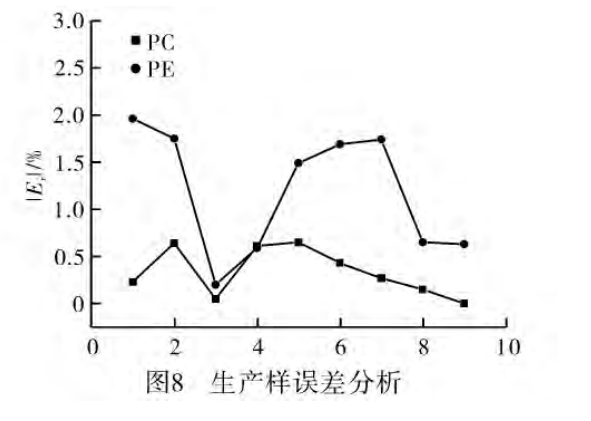
图8 显 示,PE 生 产 样 的|Er|略 高 于 PC 生 产 样,但 均 小 于2.0%;其中,PC生产样的|Er|均小于0.7%。说明本法准确性高。与图7对比来看,PC和PE的|Er|均显著下降,表明稀释后再测定样品折射率得到的含固量结果更准确。要提高测定结果的准确性,宜先将生 产 样 稀 释 到 按 近 标 准 样 品 的 含 固 量,测 定 其 折 射率,按拟合的关系式计算出对应的含固量值,再乘以稀释倍数后得到样品的实际含固量。
4.结 论
a.聚羧酸系减水剂的折射率与温度及含固量有关。不管是PC还是 PE,随着温度的上升,折射率逐渐变小。
b.不同类型的聚羧酸系减水剂的含固量与折射率的关系有差异。常温时,PC的含固量与折射率呈二次曲线关系,PE的含固量与折射率呈线性关系。
c.经过稀释后再测定折射率比直测得到的结果更准确。将两种母液生产样稀释后再用折射率法测得的含固量结果准确、误差小。其中,PE的相对误差绝对值不到2.0%,PC母液不到0.7%。
聚羧酸减水剂,固含,测固含的方法,减水剂含水量,折射率法,糖量计
下一页
下一页
推荐新闻
2023-06-21
2023-06-20
2023-04-10
2022-07-01
2022-06-27